

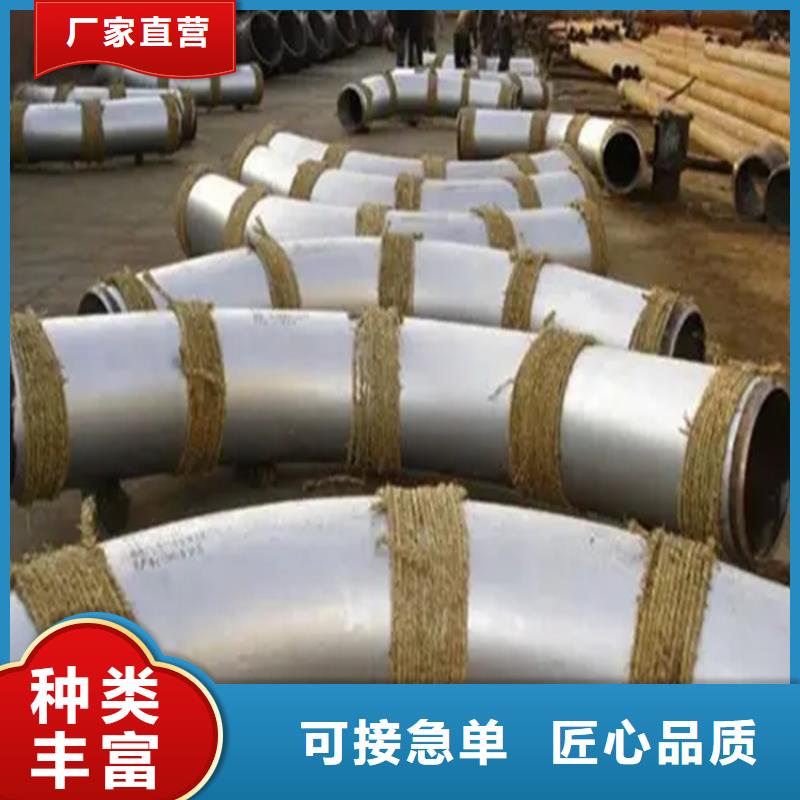


为了让您更地了解我们的【弯管】O型弯管工艺精细质保长久,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:梧州岑溪【弯管】O型弯管工艺精细质保长久的图文介绍

使用方法。现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。


弯管机芯棒的作用以及使用说明 当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。 所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。 小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 弯管加工过程中如何防止开裂 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构 用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。



[城市航萧管件(岑溪市分公司)专业从事 弯管的研究、销售及售后为一体的综合型企业。一直以来,公司在发展中不断完善生产管理,扩大生产规模,拥有一批高素质的专业人才及完 善的生产配套设备,公司遵循“质量立企、诚信为本、信誉至上”的经营理念,以“企业发展、员工成长”为企业文化,以“以人为本、、专业创新、客户满意”为质量方针,发扬“敬业、创新、沟通、拼搏”的企业精神,持续进行技术创新和管理创新,积j i参与国际竞争与合作,力争长期保持行业之魁 !
